Inconsistent Extrusion Test
Jump to study and conclusions.
For a quick start, download and print the 3MF test model (first button a few paragraphs down).
Intro
If you’re unhappy with the printing quality and suspect extruder issues, this test can help understand what is going wrong.
Inconsistent extrusion is known as Issue 602 in the Prusa community. There is a potentially related Issue 6 in the Voron community. Both issues have been closed but not solved. My aim is to understand and solve the problem. In this first step I’m gathering data from various printer setups outside my print farm.
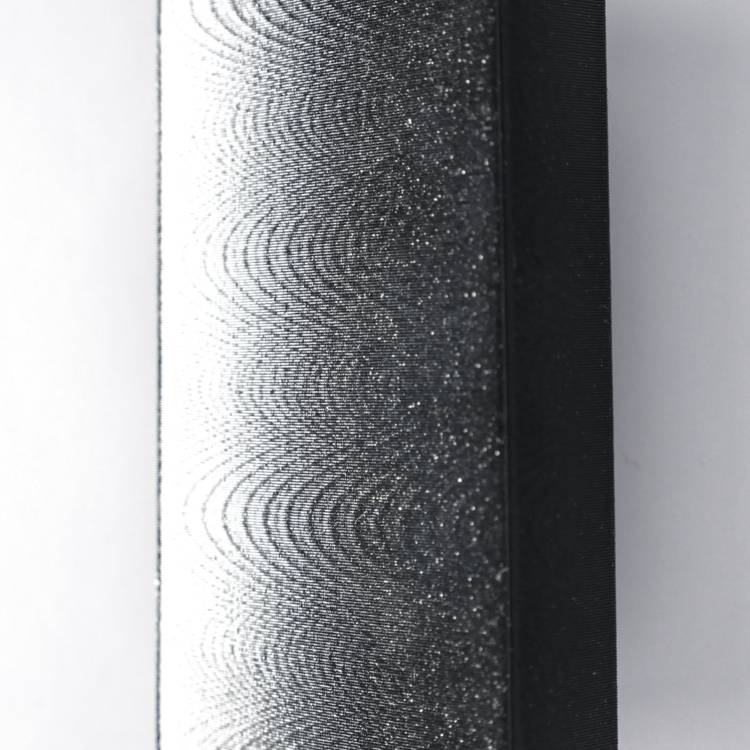
To root cause mechanical issues, with special prints we’re looking to find artefacts like these:
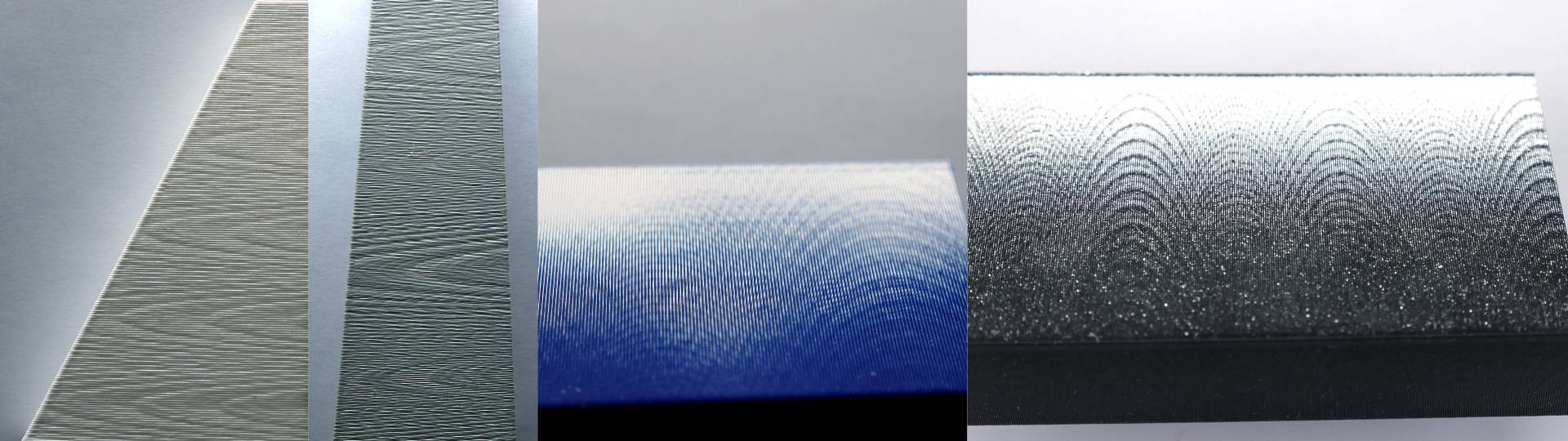
These patterns can help identify the root cause, but they are hard to identify. If they show up, they will show up on all prints to some extent, no matter the settings. However, they are much easier to spot in some situations.
Print Settings
You can download the 3mf file which already includes all the settings below. Open in PrusaSlicer and select your printer in case you’re not using a MK3S. Included model will highlight issues at the gears, and you can replace it with more models that you can find later in this document.
Download quick test model 3MFDownload premium 3MF model on ThangsI’ve included PrusaSlicer screenshots. You can use any slicer with similar settings.
1. Print one object at a time, otherwise it doesn’t work;
2. Use either:
A. “vase mode” (with thicker extrusion so it doesn’t deform, takes half an hour to print)
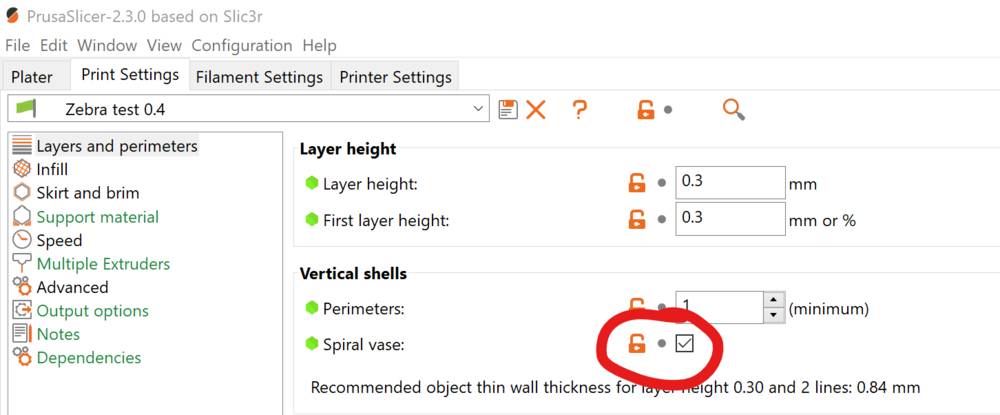
OR
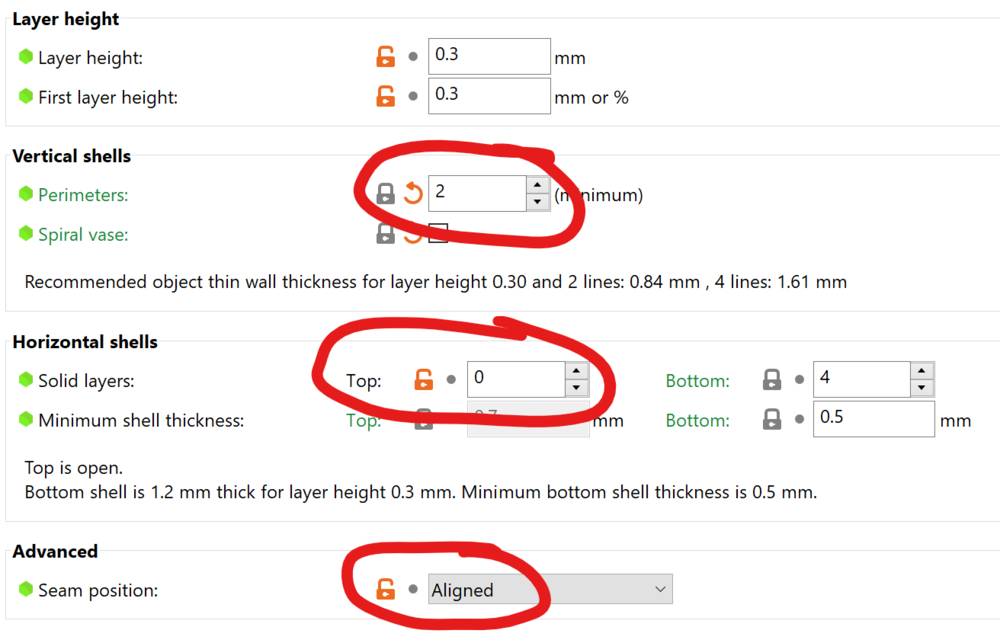
B. no infill and no top layers with 2 perimeters, and make sure the seam is aligned (less risk of deforming, takes about an hour to print)

Optional Settings
Can help emphasize the patterns.
Aim for wider extrusion, thicker layers, and larger nozzle if possible.
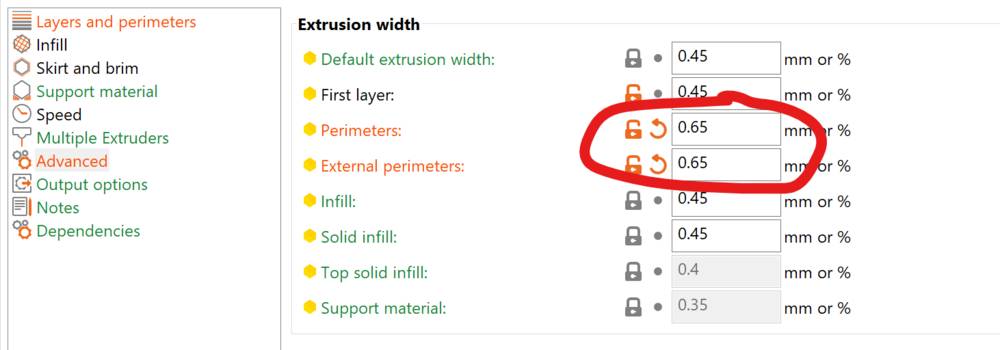
I used 0.65mm extrusion and 0.3mm layer height in my tests for the 0.4mm nozzle. Larger nozzle with even thicker layers and extrusion can emphasize the patterns even more.

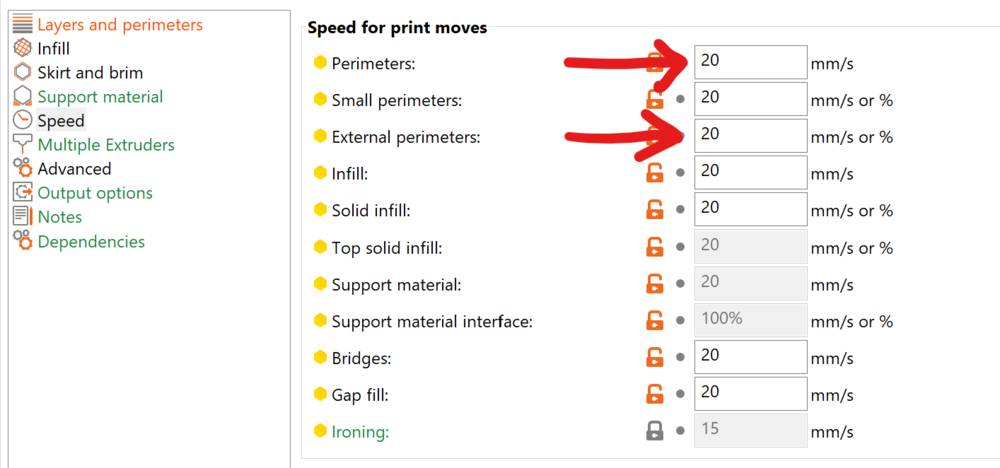
Print slow, at about 20mm/s.
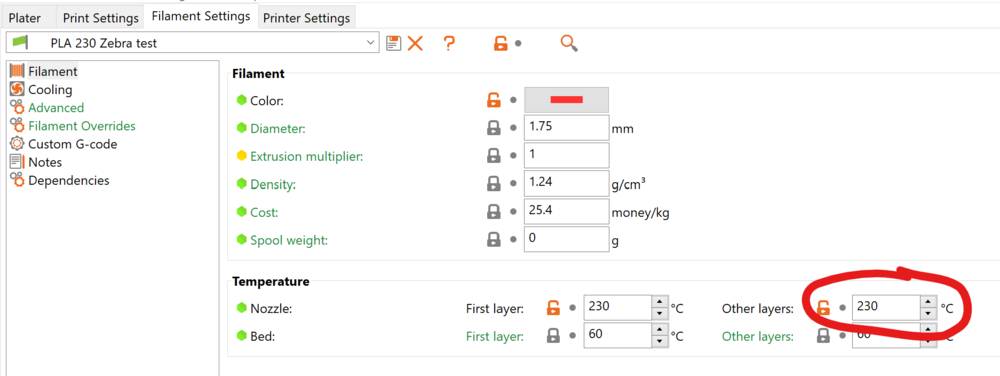
Slightly higher print temperature can sometimes help.
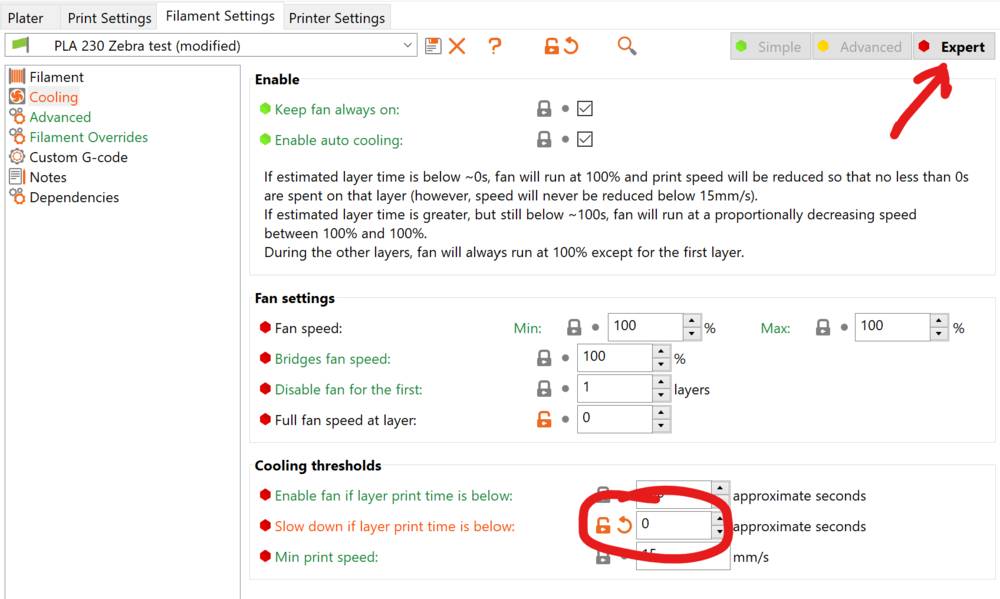
You can disable slow down to get constant extrusion speed.You may scale up the models to get more pattern surface. The pattern itself should not be affected by this.
Filament
- I recommend PLA just because it’s easier to print, but feel free to use anything you like;
- use filament with higher diameter precision and uniform color (no sparkles, marble, or wood);
- don’t use translucent or semi-translucent materials;
- don’t use wax-like filaments or anything that tends to blend layers and look smooth;
- both matte and glossy filament can work. Patterns sometimes are easier to see on the glossy ones;
- you may have to try different filaments.
Printer
- ideally it would be well calibrated to begin with;
- should already print reasonably well (good extrusion, PID tuned)
Models
Certain shapes emphasize certain kinds of patterns. You may have to try different ones.
The two recommended models usually identify 2 of the most common issues. Print them both (one at a time). You can find more models in a separate folder. Feel free to print the files below.
Update: For MK3S experimental idler door, I recommend printing one model called Rectangular 1 or Rectangular 2.
Download STL modelsFiguring it out
These patterns can be very faint. Try different sources of light, use a flashlight at an angle, or put it against the surface and look for patterns from the other side. Many patterns can show up.

Here are some patterns I’ve identified:
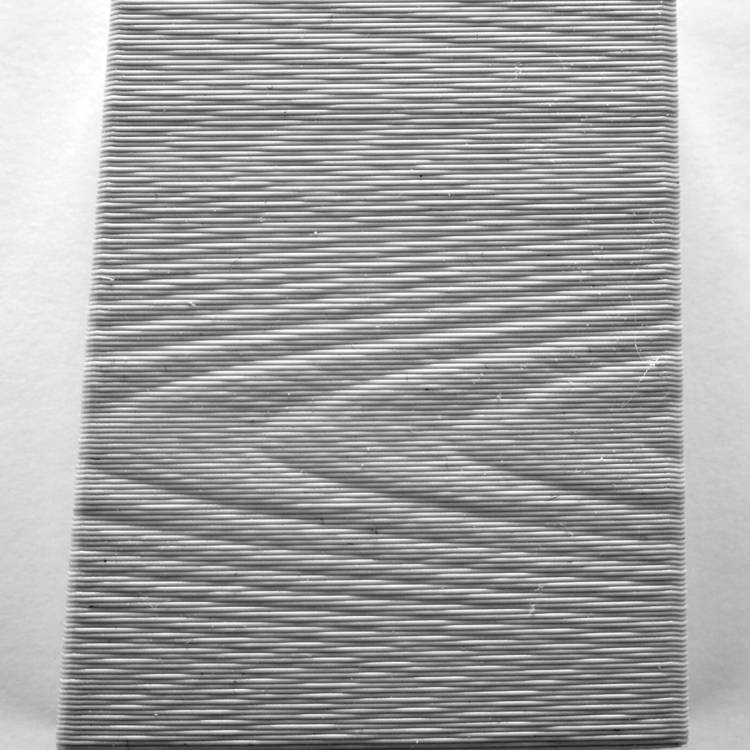
Wood-like texture, separate waves, centimeters apart (0.5 to 1.5 inches), varies with extrusion. Possible cause: direct drive dual gear extruder.
2. Intertwined waves, very subtle, millimeters apart. Possible cause: hobbed gear.
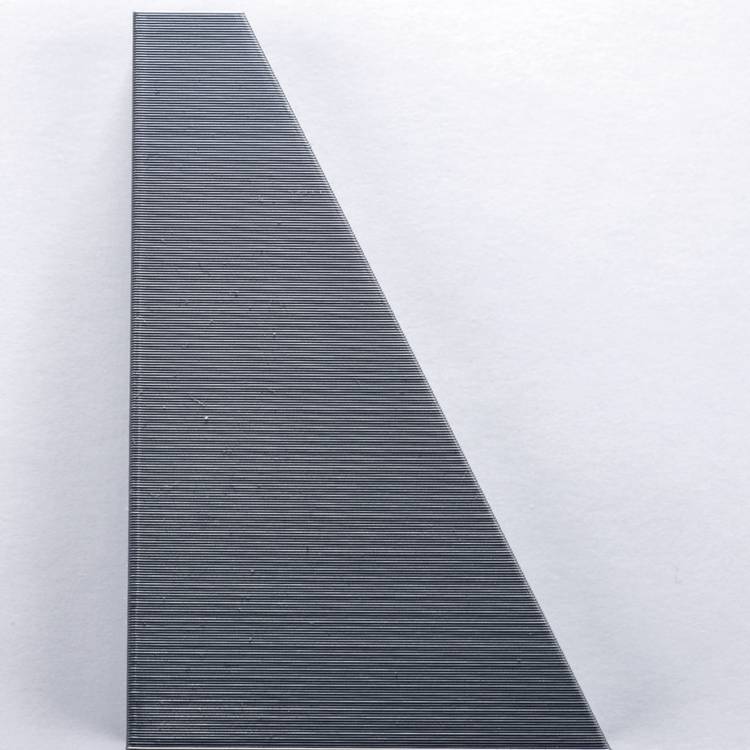
3. Horizontal lines that start close together and progressively move further apart. Possible cause: bed PID tuning.
Study and conclusions
I’ve been studying extrusion issues for a while. See my findings in the videos below:
Things I tried without success
How I figured out and patched my extruders
If you’re getting the larger wood grain pattern on a MK3S printer with stock extruder, try this experimental idler door to see if it fixes the issue:
MK3S experimental idler doorFile licensed under CC-BY-SA.